
La carcasse vivante : fonctions et mécanique interne
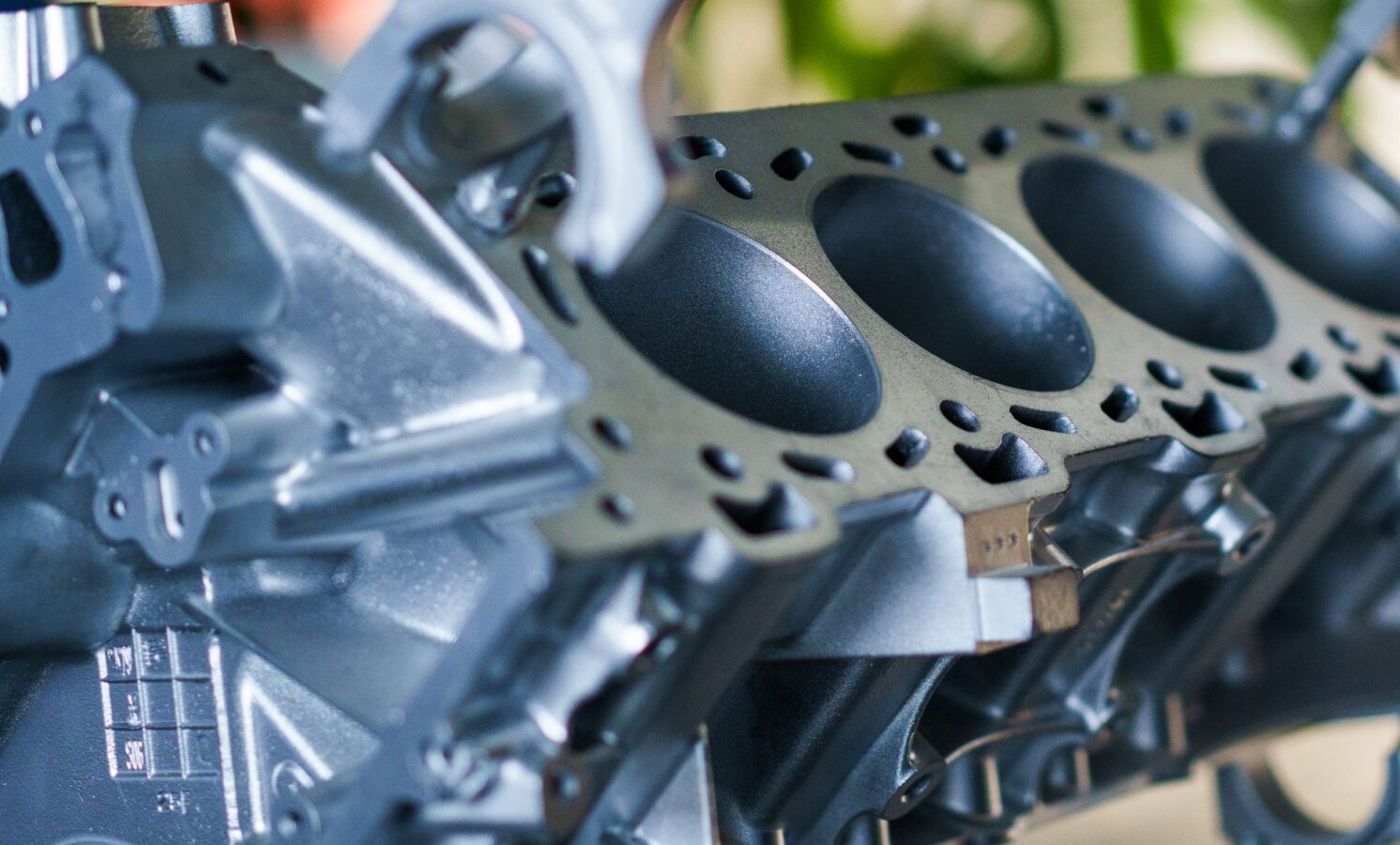
Le bloc-moteur constitue l’épine dorsale structurelle de tout moteur à combustion interne. Cette masse métallique monobloc ou assemblée assure trois fonctions vitales simultanées : elle maintient la géométrie parfaite des cylindres où s’effectue la combustion, elle abrite le vilebrequin et ses paliers dans un alignement micrométrique, et elle intègre les circuits de refroidissement et de lubrification sous pression. Contrairement à une simple enveloppe, le bloc travaille en permanence sous contraintes thermiques extrêmes — de 90°C dans les galeries d’eau jusqu’à 300°C au niveau des flancs de cylindres — et mécaniques, supportant des pressions de combustion dépassant les 80 bars dans les moteurs modernes suralimentés.
L’architecture interne révèle une ingénierie de précision absolue. Les alésages cylindres, usinés avec une tolérance de cylindricité inférieure à 0,015 mm, guident les pistons avec un jeu latéral compris entre 0,03 et 0,08 mm selon les alliages. Les paliers de vilebrequin, espacés de manière rigoureuse pour éviter la flexion de l’arbre moteur, maintiennent ce dernier via des coussinets en trimétal (bronze-acier-plomb) fonctionnant avec une épaisseur de film d’huile de 2 à 4 microns. Les galeries d’huile, percées avec des diamètres calibrés de 6 à 12 mm, acheminent la lubrification sous une pression de service oscillant entre 2 et 5 bars à température nominale. Ce réseau interne comprend également des conduits de refroidissement (chemises d’eau) qui cernent les cylindres d’un flux thermostatique à 90-110°C, régulant les dilatations différentielles entre le bloc et la culasse.
Cartographie d’un monstre de fonte : architecture interne
L’anatomie détaillée d’un bloc révèle des éléments fonctionnels souvent méconnus. Les surfaces de joint, usinées avec une planéité inférieure à 0,05 mm sur toute la longueur, accueillent le joint de culasse et doivent résister aux cisaillements thermiques répétés. Les puits d’injecteurs, usinés avec un ajustement H7 dans les moteurs Diesel directs, positionnent les injecteurs avec une précision d’axe de 0,02 mm pour garantir le cone de pulverisation optimal. Les filetages de bougies, tapés à 14 mm ou 18 mm selon les thermicités, descendent souvent dans des puits profonds de 25 à 40 mm dans les architectures suralimentées pour protéger l’allumage des projections thermiques.
Les paliers principaux constituent des zones critiques. Leur diamètre intérieur, variant de 50 à 70 mm selon la cylindrée, est aligné avec les demi-lunes de la base-culasse ou du carter inférieur. Les plots de fixation moteur, intégrés à la structure ou soudés sur les flancs, supportent des couples réactifs atteignant 500 Nm sur les moteurs Diesel à fort couple. Sur les architectures modernes, on trouve également des logements de capteurs de cognement, des passages de chaîne de distribution intégrés (tunnels de 15 à 20 mm de diamètre), et des emplacements pour les pompes à eau et huile usinés directement dans la masse, supprimant les joints périphériques.
De la fonte grise à l’aluminium coulé : évolution des matériaux et configurations
La métallurgie du bloc-moteur a connu une révolution silencieuse depuis les années 1980. La fonte grise lamellaire (GG25), encore dominante dans les utilitaires et moteurs industriels, offre une excellente absorption des vibrations grâce à sa structure graphiteuse, mais pèse environ 150 kg pour un quatre-cylindres 2 litres. L’aluminium coulé sous pression (alliages AS7G0 ou AlSi10Mg), devenu standard sur les moteurs essence modernes, réduit cette masse de 35 à 40 % tout en améliorant la conductivité thermique de 30 %. Cependant, ce matériau exige des chemises de cylindre rapportées — souvent en fonte centrifugée FGL 250 de 2 mm d’épaisseur — pour résister à l’usure des segments, car l’aluminium pur présente une dureté de seulement 90 HB contre 220 HB pour la fonte grise.
Les technologies de fabrication divergent selon les architectures. Le monobloc traditionnel intègre les chemises mouillées (baignant directement dans le liquide de refroidissement) ou sèches (pressées à froid avec un jeu de 0,03 mm). Les moteurs compacts adoptent désormais la technologie “bedplate” où le carter inférieur devient partie intégrante du maintien des paliers, augmentant la rigidité torsionnelle de 25 %. Les blocs ouverts (sans carter latéral) permettent l’accès direct aux bielles pour un démontage rapide, tandis que les architectures à base plate (flat engines) présentent deux demi-blocs symétriques exigeant un alignement parfait à l’assemblage.
Quand le cœur de métal trébuche : symptômes de détresse mécanique
La défaillance d’un bloc-moteur se manifeste par des symptômes distincts révélant la nature de la lésion structurelle.
Fissures longitudinales et perte de fluides : la rupture silencieuse
Les fissures apparaissent généralement entre les alésages de cylindres ou aux jonctions des paliers suite à une surchauffe dépassant 120°C ou un gel du circuit de refroidissement par temps hivernal. La cause première réside dans la dilatation différentielle créant des contraintes de traction supérieures à 300 MPa dans la matière. Conséquence immédiate : la perte de compression dans le cylindre atteint 30 à 50 %, entraînant un ralent instable et une contamination croisée où l’huile moteur pénètre dans le liquide de refroidissement, créant une émulsion brunâtre au bouchon de vase d’expansion.
Bruits de coussinets et vibration accrue : l’usure des paliers
Un cliquetis sourd, amplifié à 1500-2000 tr/min, signale l’usure des coussinets de vilebrequin. Cette dégradation provient d’une pollution de l’huile (particles > 20 microns) ou d’une starvation oléohydrodynamique suite à une pompe à huile défaillante. Le jeu radial passe alors de 0,04 mm (neuf) à 0,15 mm ou plus. Conséquence mécanique : le vilebrequin frotte sur les demi-coussinets, provoquant une ovalisation des paliers (0,10 à 0,20 mm) et une vibration torsionnelle transmise à la boîte de vitesses, potentiellement destructrice pour les synchros.
Emulsion et surpression : le compromis du joint de culasse
Bien que le joint soit consommable, sa défaillance révèle souvent un problème de bloc sous-jacent — typiquement une microfissure entre chambre de combustion et galerie d’eau. La cause est une déformation du plan de joint supérieur à 0,10 mm suite à un serrage irrégulier ou une détonation répétée. Conséquence : les gaz de combustion à 800°C et 80 bars s’injectent dans le circuit de refroidissement, créant une surpression de 0,5 à 1,5 bar dans le vase d’expansion et une émulsion laiteuse visible sur la jauge d’huile, réduisant la lubrification des surfaces critiques.
Investigations au garage : protocole d’inspection métrologique
Le diagnostic d’un bloc suspect exige une approche méthodique et des outils de précision. Commencez par un test de compression cylindre par cylindre : une différence supérieure à 2 bars entre deux cylindres voisins suggère une fissure inter-alésage ou un souci de joint. Utilisez une trousse de pressurisation du circuit de refroidissement (0,8 à 1,2 bar) maintenue pendant 10 minutes ; une chute de pression accompagnée de bulles dans le vase d’expansion confirme une fuite interne.
Pour évaluer l’état des paliers, mesurez le jeu radial du vilebrequin avec des cales d’épaisseur (témoin) après dépose des coussinet de bielle. Un jeu dépassant 0,12 mm nécessite un réalésage. Contrôlez la planéité du plan de joint supérieur avec une règle de précision et un jeu de cales : l’écart ne doit pas excéder 0,05 mm sur toute la longueur, ni 0,03 mm sur 100 mm. Une endoscopie via les bougies permet de visualiser les parois des cylindres : des rayures verticales profondes de plus de 0,05 mm ou des dépôts de calamine noire indiquent une usure avancée nécessitant un honage.

Réparation ou remplacement : arbitrages techniques
L’intervention sur un bloc-moteur dépend de la gravité des dommages structurels. Une ovalisation des cylindres inférieure à 0,10 mm peut être corrigée par un honage au toile émeri (grain 280 puis 400) suivi d’un rodage des segments. Au-delà de 0,10 mm, le réalésage s’impose : on enlève 0,25 à 0,50 mm de diamètre pour installer des pistons surcote (+0,25 ou +0,50 mm), avec un coût matériel de 150 à 300 € pour les pistons et segments adaptés.
Une fissure de bloc n’est pas toujours une condamnation à mort. Les fissures superficielles sur les flancs extérieurs peuvent être réparées par soudage TIG à l’électrode de fonte malléable (Ni-CI) suivie d’un recuit local à 600°C. Cependant, une fissure atteignant un palier de vilebrequin ou une galerie d’huile rend le bloc irréparable pour une utilisation fiable. Dans ce cas, le remplacement par un bloc nu (short block) ou complet (long block avec culasse) s’avère nécessaire. Attention : lors d’un remplacement de joint de culasse, toujours contrôler la planéité des deux plans de joint (bloc et culasse) ; un bloc déformé de 0,08 mm détruira un joint neuf en moins de 5000 km.
| Type d’intervention | Fourchette de coûts (€) | Détails inclus |
|---|---|---|
| Honage + jeu de segments | 400 – 700 | Dépose/repose moteur, usinage alésages, joints |
| Réalésage + pistons surcote | 800 – 1400 | Usinage précision, pistons neufs, segments, joints |
| Réparation fissure (soudage) | 300 – 600 | Détection fissure, soudage fonte, contrôle étanchéité |
| Bloc moteur neuf (nu) | 1200 – 2500 | Pièce neuve ou échange standard, chemises neuves |
| Bloc moteur complet avec culasse | 2000 – 4000 | Long block, arbres à cames, culasse révisée, joints |
| Main d’œuvre remplacement bloc | 800 – 1500 | Dépose moteur, transfert composants, remontage, réglages |
Interrogations courantes des bricoleurs
Peut-on rouler avec un bloc présentant une microfissure ?
Absolument pas. Une fissure, même capillaire, s’agrandit sous l’effet des cycles thermiques et des vibrations. Au-delà de 0,1 mm d’ouverture, elle provoque une perte de compression irréversible et risque la casse moteur complète par destruction d’un palier. La seule exception concerne une fissure cosmétique externe ne traversant aucune paroi fonctionnelle, confirmée par test de pression négatif.
Quelle différence entre un bloc nu et un bloc complet ?
Le bloc nu (short block) comprend le carter-moteur, le vilebrequin, les bielles et les pistons, sans culasse ni arbres à cames. Il nécessite le transfert de votre culasse révisée ou neuve. Le bloc complet (long block) intègre la culasse avec ses arbres à cames, soupapes et poussoirs, prêt à recevoir les accessoires périphériques (alternateur, démarreur, distribution). Le long block réduit le temps de pose de 40 % mais coûte 60 % plus cher.
Pourquoi certains blocs sont-ils en ligne et d’autres en V ?
L’architecture en ligne (cylindres alignés) offre une compacité longitudinale et une rigidité torsionnelle supérieure, idéale pour les moteurs 4 et 6 cylindres. Le V (cylindres disposés en deux bancs à 60° ou 90°) réduit l’encombrement longitudinal de 30 % tout en accueillant plus de cylindres (8, 10, 12), mais exige deux culasses et une géométrie des paliers plus complexe pour gérer les forces de cisaillement latérales.
Le bloc-moteur demeure la fondation indépassable de la mécanique automobile moderne. Sa solidité apparente cache une sensibilité aux contraintes thermomécaniques qui exige une maintenance préventive rigoureuse — contrôle du liquide de refroidissement, respect des couples de serrage (souvent 60 Nm pour les culasses suivant un serrage oblique), et surveillance des signes avant-coureurs. Comprendre son architecture interne et ses limites physiques permet d’éviter la catastrophe mécanique et d’optimiser la longévité de cette pièce maîtresse dont la remplacement représente souvent 30 à 50 % de la valeur résiduelle du véhicule.